Applicazioni industriali
Spazzole per laminazione

Le Spazzole Tecniche per laminazione e decapaggio possono essere montate su nuclei a tubo cavo o su albero pieno con mozzi. I nuclei possono essere riutilizzabili o meno.
Le spazzole per il decapaggio ed in generale le spazzole ad anelli o a spirale di grandi dimensioni vengono montate su nucleo con mozzi e ghiere di bloccaggio che consentono una rapida sostituzione della spazzola. Ogni elemento viene disegnato e costruito secondo le esigenze di montaggio e di lavorazione del cliente.
SIT Tecnospazzole offre ai propri clienti un servizio di ritorno delle spazzole consumate per smontarle, ricondizionare il nucleo e ricostruire la spazzola. Questo comporta un risparmio economico ed un minor impatto ambientale.

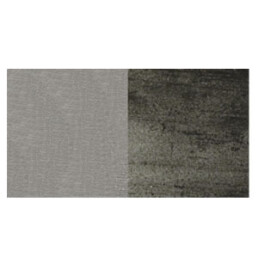
La superficie trattata può essere di tipo ferroso (acciai al carbonio e inossidabili) o non ferroso (alluminio e leghe speciali). A seconda del tipo di finitura richiesto, può essere utilizzato del filamento a sezione rettangolare, ellittica o circolare.
Nell’industria della laminazione vincoli di velocità e di meccanica delle linee esistenti fanno si che il filamento dei rulli spazzolanti sia l’unica variabile sulla quale lavorare per migliorare la performance di pulizia. I clienti di SIT possono scegliere all’interno di un’ampia offerta di filamenti sintetici (mono filamento e anche multi filament) o metallici.


ALLUMINIO
ACCIAIO

ACCIAIO INOX
Filamenti utilizzati per le spazzole da laminazione
| Applicazione | Application | Filamento | Filament |
|---|---|---|---|
| Lavaggio | Washing | Nylon 6.6 / PPL | Nylon 6.6 / PPL |
| Lucidatura | Polishing | Nylon Abrasivo Grana 2000-600 Ossido di Alluminio | Abrasive Nylon Grit 2000-600 Aluminium Oxide |
| Finitura | Finishing | Nylon Abrasivo Grana 500-240 Ossido di Alluminio | Abrasive Nylon Grit 500-240 Aluminium Oxide |
| Asportazione | Removal | Nylon Abrasivo Grana 180-80 Carburo di Silicio | Abrasive Nylon Grit 180-80 Silicon Carbide |
| Forte Asportazione (Rottura scaglia superficiale) | Strong Removal (Breaking the surface chippings) | Nylon Abrasivo Grana 60-36 Carburo di Silicio | Abrasive Nylon Grit 60-36 Silicon Carbide |
- Perfetta cilindricità
- Perfetta rasatura della superficie
- Altissima densità dei filamenti
- Altissima qualità dei materiali di supporto e dei filamenti utilizzati
- Accurata bilanciatura dinamica con certificato di accompagnamento
- Ottimizzazione dei costi per il cliente con il recupero dei nuclei delle spazzole
SIT realizza un ampio range di spazzole diverse per dimensioni e tipologia. Inoltre, per soddisfare le esigenze del cliente, i fori e le riduzioni dei nuclei delle spazzole sono realizzati a disegno sulle specifiche dell’impianto su cui vengono montate.
| MIN -> MAX | ||
|---|---|---|
| mm | in | |
| Diametro esterno / Outer diameter | 150 -> 600 | 5-7/8 -> 23-5/8 |
| Lunghezza / Length | 400 -> 6000 | 15-3/4 -> 236-1/4 |



- Linea di pulizia e galvanizzazione (CGL, HDGL) → Pulizia, rimozione di impurità e di olii da laminazione in spazzolatura con agido o con acqua
- Linea di decapaggio a caldo (HPL) → Spazzolatura ad acqua pre e post decapaggio
- Linea di ricottura (CAL) → Pulizia, sgrassatura e lucidatura
- Linea di ricottura e decapaggio inox (CAPL) → Spazzolatura e lucidatura ad acqua post decapaggio acido
- Linea di elettro galvanizzazione (EGL)
- Linea di ricottura “brillante” (BAL)
- Linea di lavaggio pannelli e lamiere → Spazzolatura con olio dei grezzi pre stampaggio (automotive) e lavaggio acido di alluminio (aerospaziale)
FASI DEL PROCESSO
- Unità di spazzolatura per pulizia e sgrassatura elettrolitica
- Unità di spazzolatura post rottura della bava
- Unità di spazzolatura post decapaggio
- Unità di spazzolatura post ricottura
- Unità di spazzolatura nelle linee di finitura (taglio, taglio a misura, tranciatura)
- Unità di lucidatura in laminazione a freddo
FUNZIONE
- Spazzolatura con soluzione acida
- Spazzolatura post lavaggio a caldo
- Spazzolatura post lavaggio a freddo
- Pulitura superficiale
- Lucidatura dei rulli
- Finitura superficiale
- Rimozione/decapaggio

PARAMETRI OPERATIVI RACCOMANDATI
- Range di pH del filamento (soluzione con la quale lavora): 3-14
- Velocità consigliata della spazzola a rullo: 750-900 RPM
- Velocità massima di servizio della spazzola a rullo: 1000 RPM
- Temperatura di servizio consigliata: 65 -> 85 °C – 149 -> 185 °F
- Interferenza del filamento: 1->5mm – 0.04”->0.2”
RASATURA ED EQUILIBRATURA
Le spazzole per laminazione subiscono una particolare rasatura (o anche rettifica nel caso di spazzole in acciaio) ed un’equilibratura dinamica secondo la norma ISO 1940 (lo standard è g. 6,3. Altri gradi a richiesta)

